联系方式
- 联系人: 夏先生
- 手机:17379459999
- 邮箱:234548027@qq.com
- 地址: 中国 山西 临汾 尧都区 县底镇南乔村
- 邮编:041000







详情
煤矸石烧结砖隧道窑如何烘调?
窑炉是烧结砖生产厂家的热工设备,经多年回访和客户交流中总结出,在烘窑过程中,过火速度过快,温度控制难度较大,稍有不慎,就会产生不可想象的后果。
窑炉是烧结砖生产厂家的热工设备,经多年回访和客户交流中总结出,在烘窑过程中,过火速度过快,温度控制难度较大,稍有不慎,就会产生不可想象的后果。
所以,烘窑是所有新建隧道窑投入生产前的必要程序,关系到窑炉今后运行的安全和使用寿命,不能有半点马虎。近年来许多新建的窑炉不能顺利达到生产能力,怕多用煤炭,烘窑时间太短,窑体没有烘干,轻者出现塌坯,重者出现窑体开裂、窑顶塌陷等事故,甚至出现跑冒漏气、煤耗增加等问题,很多都与没有认真烘窑有关系。
一、烘窑的目的和意义 烘窑是热工设备从设计施工到正常生产运行中间是必不可少的一项十分重要的准备工作。 烘窑相当于汽车的磨合,烘窑是点火之前,在焙烧窑内对窑体与窑顶进行加温干燥,以排除窑墙砌体和窑顶在施工过程中带进的水分,以及材料本身所含的自然水分,为点火投产的快速升温做好准备。
烘窑与否及烘窑制度是否合理,直接影响到窑炉的使用状况和使用寿命,并最终影响到产品质量和产量。即使窑炉工作系统与窑体结构设计再合理,施工质量再好,但若不重视烘窑环节,运行中可能会产生窑体开裂,导致窑炉气密性差,造成压力和温度无法调节控制,致使生产极不正常。严重时窑体结构变形,甚至局部垮塌,导致整个项目生产失败。
二、烘窑的主要任务 烘窑的主要任务是排除窑体中残存的水份,包括砌筑砂浆及泥浆中的水份,不定形浇注料中的水份以及耐火保温材料中的大气吸附水。在砌体表层中存留约3~4%的水份,内部存留有约6~7%的水份。如果窑体中的水份不被烘干排出,正常使用时会因为快速升温,水份在转化为气体过程中体积极速膨胀而对窑体构成损伤。
三、烘窑时需要注意的几点 烘窑时,要特别注意的是不能用猛火烘烤,升温要慢,禁用大火直烧顶。好的燃料是焦炭或木炭,这两种燃料的优点是火焰短,对窑墙,特别是窑顶不会造成猛火急剧升温而使窑顶的耐火混混凝土吊板表层剥落。 烘窑时,可将烟气送到干燥窑内对砖坯进行干燥,能将干燥窑内的砖坯干燥到含水率不大于6%,以便为隧道窑的顺利点火投产打好基础。
四、烘窑方法
1、烘窑前的全面检查 在检查过程中分步骤进行,首先检查静止部分,然后检查动态及动力控制部分。 窑体内的隐蔽工程检查施工记录是否达到设计图纸及有关国家规定的窑炉施工规范所达到的各项标准。
a检查窑体内外各部位的几何尺寸,运动部分与静态部分的配合位置是否吻合。
c各膨胀缝和结构缝是否有残余留物,全面清扫风道与烟道内的施工杂物。
d砂封槽是否有变形现象,接头是否严实,加砂管是否畅通,砂封槽内应装填不大于3mm的耐温细砂,装填高度一般以低于砂封板顶面25mm为佳。
e窑内轨道与窑车运载时的吻合检查,轨道接头膨胀缝是否有堵物,固定螺栓与压紧板、定位栓要进行紧固检查,窑车与轨道吻合面的检查。
f该窑操作时,窑顶与窑道内是工作面,因此,在窑顶和窑墙上标好运载车位号,有利于观察和检测。
g温控与压力检测点是否到位,检查线路是否有断路现象,安全防护措施是否到位。
h各操作面点的安全防护措施是否到位,消防措施是否达到规范标准。
i窑门密封及升降定位。要求密封好,运行灵活、平稳,定位要准确,摆渡车、拉引机要准确到位,液压顶车机的液压部分密封是否严密,顶车的行程是否到位和平稳。
j窑车装载物品时,要检查窑车接头是否均匀、严密、平稳,挡砂板与砂封槽的吻合尺寸是否一致,窑车要在窑内来回行走两圈。
k风机是窑上的关键设备。所以,对风机必须严格检查。风机运转时,一定要按照说明书的运作要求实施润滑油,水冷系统要畅通,要标明调节阀开闭方向,在试运风机时,空转必须达到4h以上,如无异常现象则转为满负荷运转12h以上,检查是否有噪音和漏油等现象出现。学会人行道彩砖机。
m窑体上的紧固件立柱、拉杆、拱脚梁等是否安装到位,焊接点是否达到标准规范,这些需全面检查。
2、烘窑前的准备工作系统
a组织机构,成立烘调领导小组,全面指挥烘调工作。 b配备机械、电气、热工、勤杂等人员各负其责,对所负责的工作范围内的设施进行全方位的检查和维护。
c做好工作日志的记录。
d坯体生产,砖机每班生产量不能小于5万块普通砖。烘窑期间应严格控制原料内的发热值。
e点火时需要的材料和用具 (1)烧结好的普通红砖3万块; (2)火灶车2台(包括二次烘窑用) (3)劈柴约6m3; (4)焦炭5t; (5)块煤25~50t; (6)柴油40kg点火用; (7)火钎2把(¢18L=3000mm); (8)火眼钩4把(¢10); (9)斗车3台(推煤、出渣等用); (10)应急灯4个; (11)砖坯KP1多孔砖20万块; (12)火把3个; (13)铁锹14把; (14)热电偶1支(0℃~1200℃); (15)保温棉1m3。
3.烘调的步骤分为2个阶段
(1).其一为低温烘窑阶段:
a.低温烘窑室内温度为0℃~600℃,属排水分阶段,首先关闭隧道窑的所有风机闸门,在点火前几分钟把排烟风机开到大状态,调整前三组闸门为半开状态,将变频器开到理想位置。
b.从窑进车端8车位开始,火点燃后,缓慢推动窑车,对窑体进行小火烘烤,以排除湿气,在排潮风机前段8个车位时可延长烘烤时间,烘烤方案为:0----8车位时间为8×12h;9---12车位为4×12h;13----23车位为20×12h;24车位至尾端每车位为8h。
c.启动排烟风机,使窑内处于微负压状态,风机闸板开启度以不向窑外冒烟为准。火灶车进入每一车位前后3h内温度不能太高,控制在200℃以下,煤和焦炭掺合后使用,严防火灶车结焦。在火烘车的周围与窑墙的间隙用保温棉填塞,全窑高温度控制在600℃以内,这样,低温烘窑为一段落。
(2).其二为高温烘窑阶段:
a高温烘窑阶段从投煤孔加煤开始,加煤时必须用风机加以配合来调节窑温。砖坯也开始每隔一段时间进一车,并严格监视窑内烧成情况及按升温曲线来控制窑内升温速度。
b当温度达到700℃时,开启车下风道中的稳压冷却风机,将窑门处鼓冷风机和抽余热风机启动,严格控制窑内压力平衡。
c当温度达到800℃时,开始向干燥窑送高温烟气,当坯车进入30车位时,向干燥窑送全部热源。
d当坯车进入28车位时,开始启动窑炉换热系统,真空砖机。即不投煤或少投煤,观察砖坯内燃及进车速度、风量是否合理,并进行合理调节,保证窑炉的正常运转使用调节窑炉运行。
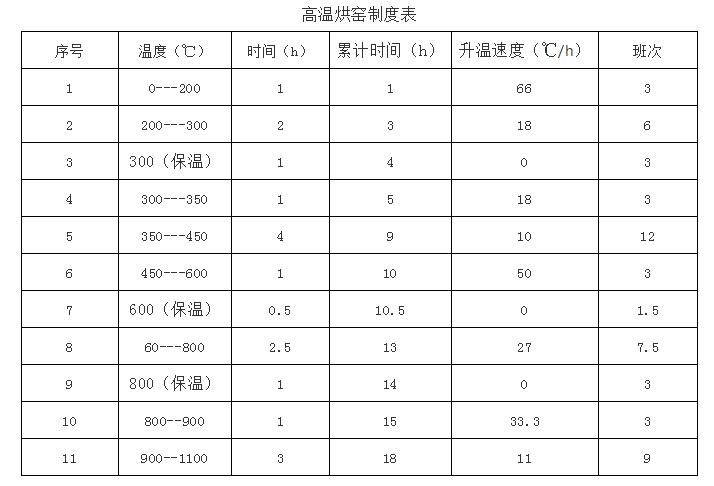
e当温度达到1100℃时,烘调窑炉的全部过程即告结束。同时di一车砖也相应出窑,下表为高温烘窑制度(供参考)。
五.烘窑注意事项
1、烘窑期间必须做到三防: 一防火灾,由于烘窑期间投煤、出渣要在窑内进行,特别是带火的窑车容易引起火灾,因此要严加防范,指定专人看管,设置好灭火工具; 二防煤气中毒,由于工人都是di一次参加烘窑,在工作中要加煤、出渣,检查窑内运行情况,容易发生烟气熏人事故; 三防机械碰伤,诸多机械配合工作、运转、人流、物流经常交叉,严防碰伤。
2、严防烘窑期间的技术事故发生 严格按照升温曲线进行升温,防止过快升温,以免造成窑体变形等意外事故。保持衡温时间,防止窑体内出现残留潮气,防止温度过高烧坏窑体。
严格检查砖坯窑车情况,砖垛是否稳定、整齐。防止在窑内倒坯或擦窑墙。随时检查顶车机、拉引机是否平稳,要避免由于顶车、拉车等事故造成窑内倒坯现象的发生。严格把握进入窑内砖坯水分,水分必须达到合理的要求,千万不能让含水率不合格的砖坯码上窑车。
最新资讯
-
![[砖瓦知识]空心砖真的不抗震吗?](https://img1.dyq.cn/group5/M03/5F/E7/AQAAAGNXonKADXDrAAE-4kCxfbo650.png)
-

-

-

-
 尧都区区委县底镇检查
尧都区区委县底镇检查2022年10月26日下午,临汾市尧都区区委县底镇杨珽来我尧基墙材进行检查。
-
什么是青红砖?
什么是青红砖?